軋輥(備輥)制造
范圍:Φ200-Φ1300所有軋輥
工藝:鍍鉻/碳化鎢
產能:600支/年
分享
描述
業務簡述:
- 輥身直徑范圍:Φ200—Φ1300
- 輥身長度范圍:200—8000
- 軋輥類型:冷軋輥、熱軋輥
- 軋輥材質:9Cr3Mo
- 交付周期:60天—80天
- 表面處理類型:電鍍硬鉻、噴涂碳化鎢
交付參數:
- 軋輥圓跳動:≤1μm
- 直線度: ≤1μm
- 鍍鉻層厚度:≥0.15mm
- 碳化鎢層厚度:≥0.18mm
- 表面粗糙度:≤Ra0.02
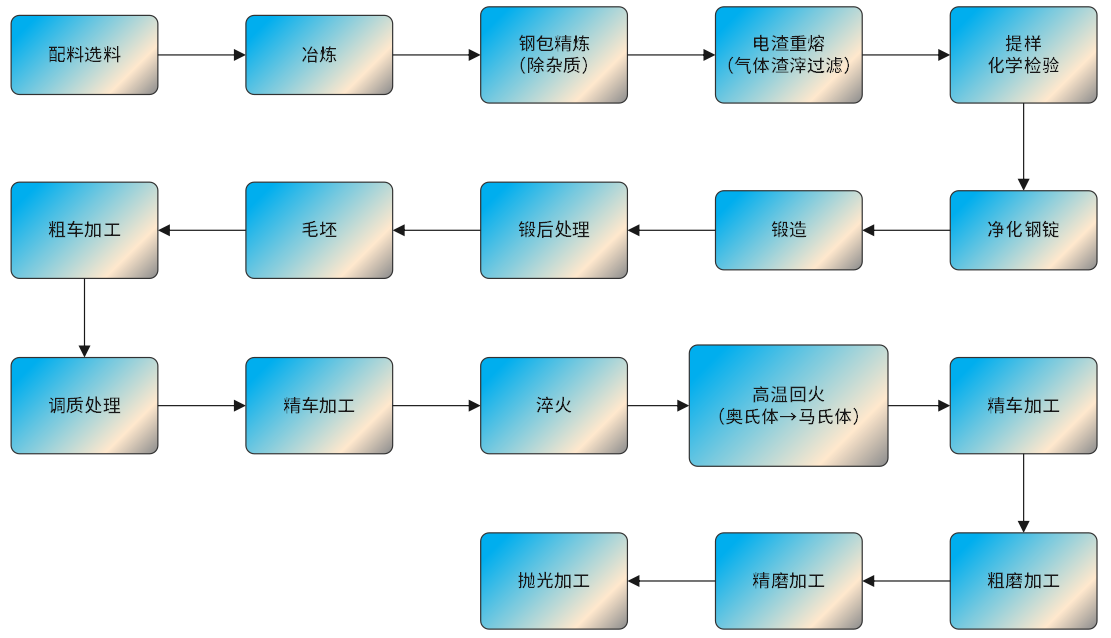
軋輥制作工藝流程圖:
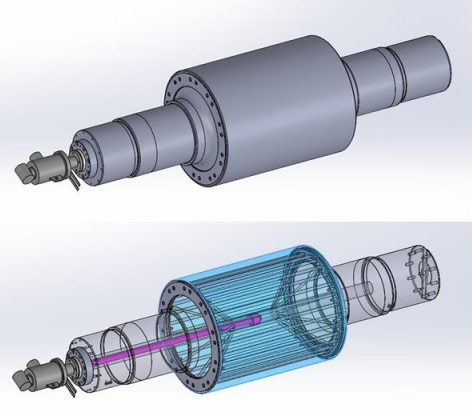
產品介紹:
|
 |
 |
|